系统介绍说明
目录
一、设备系统概述……………………………………………………...……3
二、系统流程…………………………………………………………………4
三、系统结构…………………………………………………………………4-5
四、运行环境…………………………………………………………………5-6
五、安装方式及优点…………………………………………………………6
六、设备外观尺寸及界面……………………………………………………7-8
七、性能指标…………………………………………………………………8
八、安装要求…………………………………………………………………8-9
九、检测效果图例………………………………………………………………9-10
一.设备系统概述:
随着科技的不断发展,具有代替人眼检测的计算模式和算法及具有超高精度传感器的工业相机的完善等工业应用领域越来越广泛,不断融入到工业生产的各个环节,将传统工业提升到智能工业的新阶段。其中一个主要的应用就是提高了生产过程检测、实时参数采集、生产设备监控、材料消耗监测,从而实现生产过程的智能监视、智能控制、智能诊断、智能决策、智能剔除。传统企业在其生产中为了较大化的提高生产效率,需要增加更多的智能化设备以提高生产效率节约成本及提升产品质量提高客户满意度以更强的增加产品竞争力。为了满足企业生产线智能检测需求,我们针对不同行业及企业研发自动化检测建设方案。 方案的基础系统包括数据采集层,对比或量化层、算法及处理层、机械执行层等组成;通过数据采集层可以接入各种智能化设备,包括机器人、IO设备、传感器设备等,对比或量化层可以将智能设备的数据通过协议转换器解析为平台数据,发送给算法处理层,算法处理层对智能设备数据进行处理,并发送到机械执行层。
一次性手套缺陷检测系统简介:英创智能科技研发的VD-PVC-E及VD-PVC-F型 一次性手套视觉检测系统,在与同类产品相比拥有合理的机械结构及使用界面,移动方便,操作简单,配合非接触手模清理设备可实现一次性手套生产线手套的油污、破损、半脱模(拉单边)等点数包装机前的人工检测及脱模工作环节全部由自动化机械完成。主要原理是通过高精度工业摄像机截取手套图像信息软件分析处理后借助辊取剔除装置,将缺陷手套(包括油污黑点及破损)及未完全脱模手套正确剔除,保证产品包装时良品质量,减少人工参与环节。本系统故障率低,元器件多采用国内外知名品牌,使用过程中稳定可靠,使用寿命长,维护成本低廉。
二. 系统流程
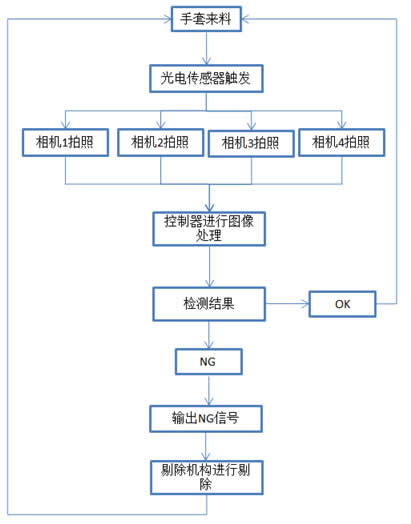
流程介绍:手套沿着传输线传送过来,经过光电传感器进行触发拍照,相机取图后将图像传到控制器分别进行图像处理,控制器处理完后判断检测结果,若OK,则剔除设备不做出反应,继续检测下个手套;若NG,则给PLC输出NG信号,PLC控制剔除设备进行剔除。
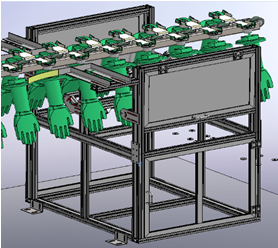
三. 系统结构
模块化结构,各个工作单元由各功能模块集成,拆装更换方便简单。主要由控制单元,检测单元,执行机构三组设备构成。控制单元集成在工业控制柜中完成数据处理及电路控制;检测单元由6个+2个(脱模机工位)或8个检测工位全部整合在复式架体之上,方便安装,定位及移动不易被震动干扰,而且占地面积较小仅需2平方左右/套,执行机构(剔除装置)安装位置方便灵活占地面积0.27平/台(标配2台),非接触手模清理机占地0.7平/套,精度要求较高或有条件单位需要在脱模机两侧各安装一个检测工位
检测工位(左)和剔除装置(右)
控制单元 手模清理设备

四. 运行环境
A) 操作系统:微软Windows 7系统。
B) 通讯协议:TCP/IP、IPX。
C) 数据库:SQL SERVE2014。ORACLE9i、DB2、SYBASE、ACCESS 97 以上任意数据库。管理端功能采用RethinkDB面向对象的数据库。
数据库功能:时时监控手套生产线,对于每天的手套产量,瑕疵手套的数量都可以准确的进行统计,并且导入计算机电脑对接办公室,工作人员及领导可以随时查看数据。本功能需架设一台独立计算机,费用由需方承担。
五. 安装方式及优点
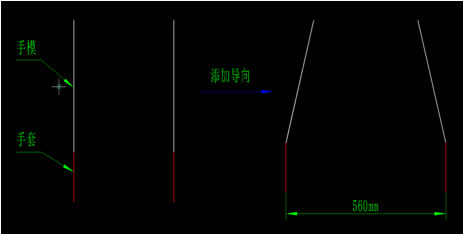
一、导轨:安装在主轨下方,由连接件和导向条组成。连接件焊接在主轨下方,导向条用螺丝固定在连接件上,方便调整和拆卸导向条。导轨的作用一是将两侧手模撑开到50cm——55cm间距,方便安装视觉架体;二是使手套在经过视觉灯箱的时候,处于相对平整状态,方便拍照和检测。
2、架体:架体主要由灯箱和主架体等模块化组成,平放在生产线正下方。同类产品的结构没有滚轮,调节高度需要调节地脚螺丝,不方便移动和调节高度。本设备主架体下方配有万向轮,同时配有手轮升降结构,此结构可以方便调节灯箱高度,在移动主架体的时候,可以将灯箱降至手模下方,方便主架体的移进移出,方便更换手摸及产线维护。每侧手模线都要经过两个灯箱,分别检测手套的内侧和外侧。独特的阶梯布光方式与同类产品不同,打到手套和背景板的光线比较柔和,使手套成像更清晰,与同类产品相比极大增加检出率和减少误判率。
3、摘取:摘取机构由摘取辊和储存箱组成。同类产品一个摘取机构只有一个电机,通过齿轮箱带动两个棍子辊取手套,辊取节奏慢,不适应高速产线。本产品一个摘取机构有两个电机,分别带动两个辊子辊取手套,辊取速度快,适应低高速产线。
4、电控:高集成度电控箱,使用专用工控机和电控盘集成箱体,占地面积小。电控箱内由控制电盘,工控机和显示器组成。
5、软件:友好的人机交互界面,参数带有自动记忆功能,集成度高,使用方便。后期可增加数据库功能,可统计某时间段内手套产量和缺陷量,包括日产量,月产量,年产量等。
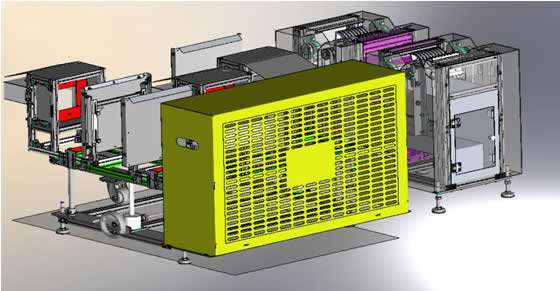
六. 成品设备外观(因型号不同设备外观不同)、尺寸及界面:
1.外观




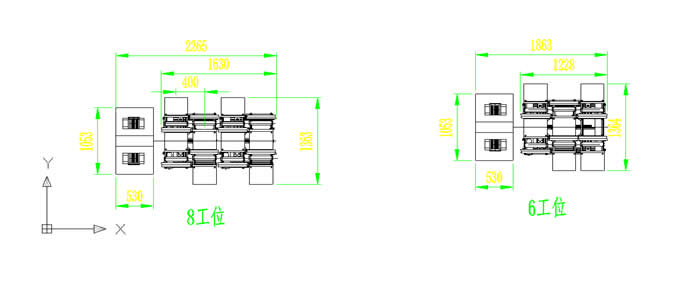
2. 检测设备尺寸(6工位为产线6工位+脱模机2工位):mm
3.手模清理机设备750mm(长)×1000mm(宽)
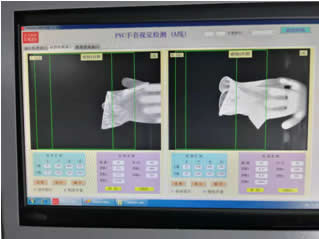
4. 界面

七. 性能指标
1、油污,黑点,杂质检出率(只针对自然色透明PVC手套)= 油污杂质检出数量/油污杂质实际总量*100%。
注:油污、黑点、杂质检出率:能够识别产线人工检测无法识别的直径大于0.5mm左右颜色较深的小油污、黑点、杂质。颜色很浅及腕带处直径0.5mm油污会根据产线不同会略低于下表列值。
2、破损检出率 = 破损检出数量/破损实际量*100%。
3、误判率 = 单位时间内摘取的良品/单位时间内的产量*100%,(不包含手模干扰因素)。
| 设备型号 | 手套材质及颜色 | 油污、黑点、杂质检出率(杂质直径≥0.5mm) | 破损检出率 | 误判率 | 精度是否可调 | 适用车速 | 功耗 |
|---|---|---|---|---|---|---|---|
| VD-PVC-E(8工位) | 白色一次性PVC | ≥97% | ≥90% | ≤0.5% | 可调 | 140-220只/分钟 | 0.6千瓦/时 |
| 蓝色PVC及乳胶 | 研发中 | ≥90% | ≤0.5% | 可调 | 140-220只/分钟 | 0.4千瓦/时 | |
| VD-PVC-F(6+2工位) | 白色一次性PVC | ≥97% | ≥95% | ≤0.5% | 可调 | 140-220只/分钟 | 0.4千瓦/时 |
| 蓝色PVC及乳胶 | 研发中 | ≥95% | ≤0.5% | 可调 | 140-220只/分钟 | 0.4千瓦/时 |
八. 安装要求:
1、检测设备安装部位主轨下方无日光灯等障碍物,方便导轨安装;
2、自然色PVC手套的生产线尽量使用低污染或无污染手模,可极大降低油污黑点的误判率;
3、使用厂家自己焊接导轨,设备工作需要使用手套工厂车间气路。
4、使用厂家需提供220v电源到检测设备。
5、双手模生产线安装方式及详细资料敬请联系销售人员。
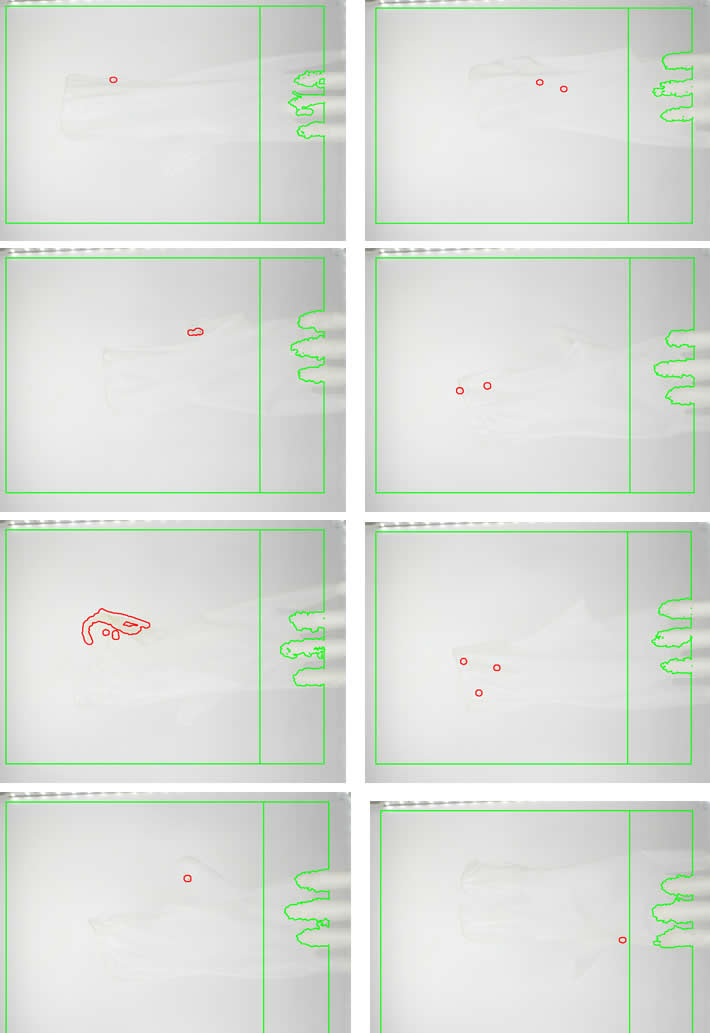
九. 检测效果图例:
1.破损检出
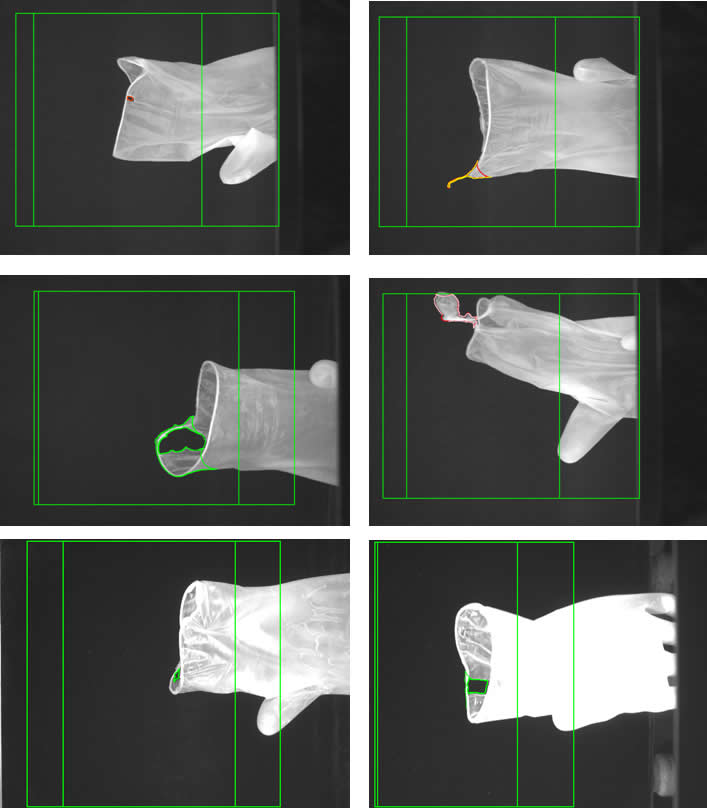
2. 油污黑点检出: